



以下是我们上传的镀锌管高压锅炉管供货及时实拍视频,您可以点击观看。
以下是:镀锌管高压锅炉管供货及时的图文介绍


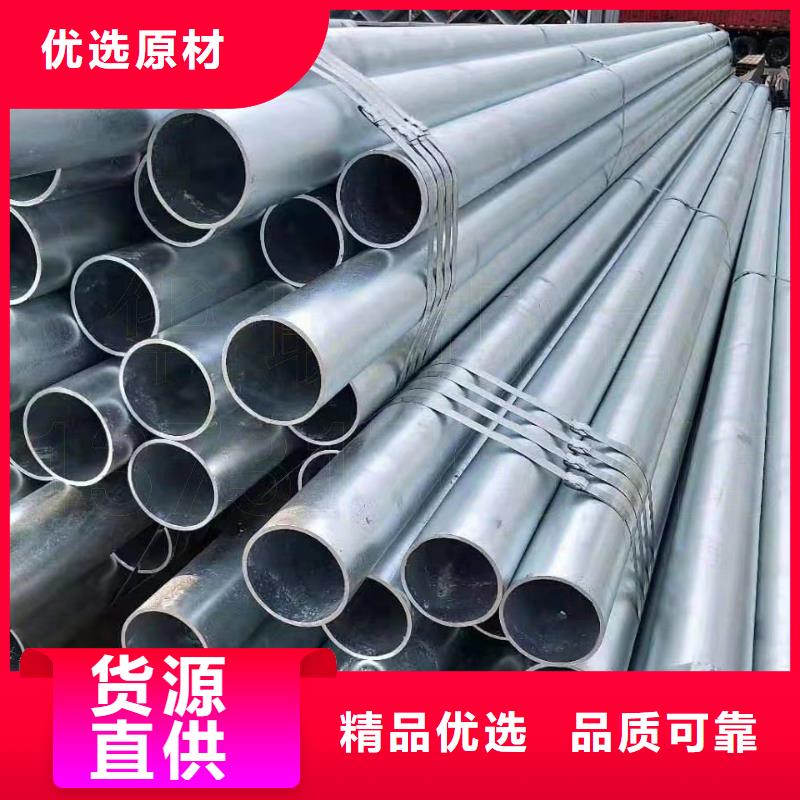
华尔网镀锌无缝钢管是无缝管的关键材料和类型。就镀锌无缝钢管而言,我们在生产加工制造过程中使用的 步是焊接。常见的焊接镀锌无缝钢管是焊接的。 在大多数情况下,使用焊丝。 焊丝是焊接的关键原材料。焊接镀锌无缝钢管必须使用标准焊丝才能达到理想的焊接实际效果。 那么什么是焊丝呢? 焊接镀锌无缝钢管时应该使用哪种焊丝? 华尔网16mn镀锌管产品工件相遇处的一条金属材料。 焊丝的原材料一般与产品工件的原材料相同。 焊接镀锌无缝钢管时应该使用什么样的焊丝? 如果我们要焊接镀锌无缝钢管材料,应该使用哪种类型的焊丝,还有其他类型的焊丝可以使用吗? 如果焊接镀锌无缝钢管材料时应该使用什么类型和规格的焊丝,镀锌无缝钢管基本上是添加了1%左右的锰,所以焊接特性优良。 华尔网镀锌螺旋管手工电弧焊时,选用抗压强度等级为T50的焊丝:506节、507节、502节、503节、552节、553节等; 埋弧自动焊机时,选用焊剂:431和350,互配H08A、H08MnA、H10MnA或H10MnSi等焊丝; 在CO2气体保护焊中,常使用H08Mn2Si和H10MnSi。



首先,华尔网镀锌管应分批提交验收,配料规则应符合相应产品标准的规定。一般情况下,焊接钢管管径较小时,一般采用直缝焊,大口径钢管多采用螺旋焊。 按钢管端部形状可分为圆形焊接钢管和异形焊接钢管。 异形焊接钢管主要是指方形和矩形镀锌方管。 按材质和用途不同分为矿用流体输送用焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊用电焊钢管。 根据现行 标准中的规格尺寸表,外径和壁厚从小到大排序。其次,在华尔网镀锌方管的检验过程中,应进行的检验项目、取样数量、取样部位和试验方法应符合相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧根组分批取样。 在分析检测结果时,如果某项不符合产品标准的要求,应剔除不合格的,从同批次的直缝钢管中抽取双倍的样品进行检验。 重新检验合格的项目。复检不合格的,该批直缝钢管不予发货。 如果复检结果仍不合格,则镀锌方管需一根一根验收,或重新热处理,重新提交一批验收。 产品标准未作特别规定的,应按冶炼成分对镀锌方管的化学成分进行验收。


华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 华尔网热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。



苏沪金属制品有限公司拥有 陕西安康09CuPCrNiA角钢销售人员和技术人才,更好的为广大用户适合自己企业的 陕西安康09CuPCrNiA角钢产品,同时让用户体验无后顾之忧的服务,历经十年,我们已经成为百余家企业单位的合作伙伴。
让客户放心满意是我们的服务宗旨, 以“诚信守法、注重绩效、不断变革”为企业价值观,我们正努力实践“为顾客创造价值,为员工谋求发展,为社会承担责任”的经营理念,致力于打造陕西安康可靠的 陕西安康09CuPCrNiA角钢供应商。
