



为了让您更地了解我们的珩磨管-高精度活塞杆的图文介绍产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:珩磨管-高精度活塞杆的图文介绍的图文介绍

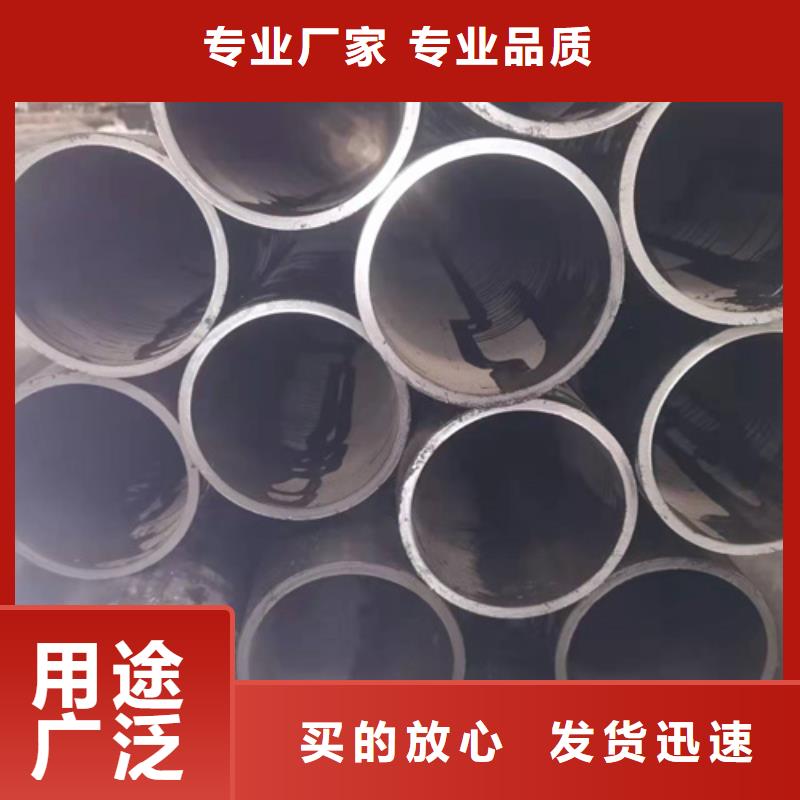
要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。还有关于管材珩磨中的珩磨压力,也就是砂条作用在工件表面的压力,决定于被加工表面的硬度,磨条的性质及加工的表面粗糙度要求。为了减小珩磨时工件的发热,及时排除切屑以细化表面粗糙度,在珩磨时必须施加润滑冷却液,保证珩磨管的精度。


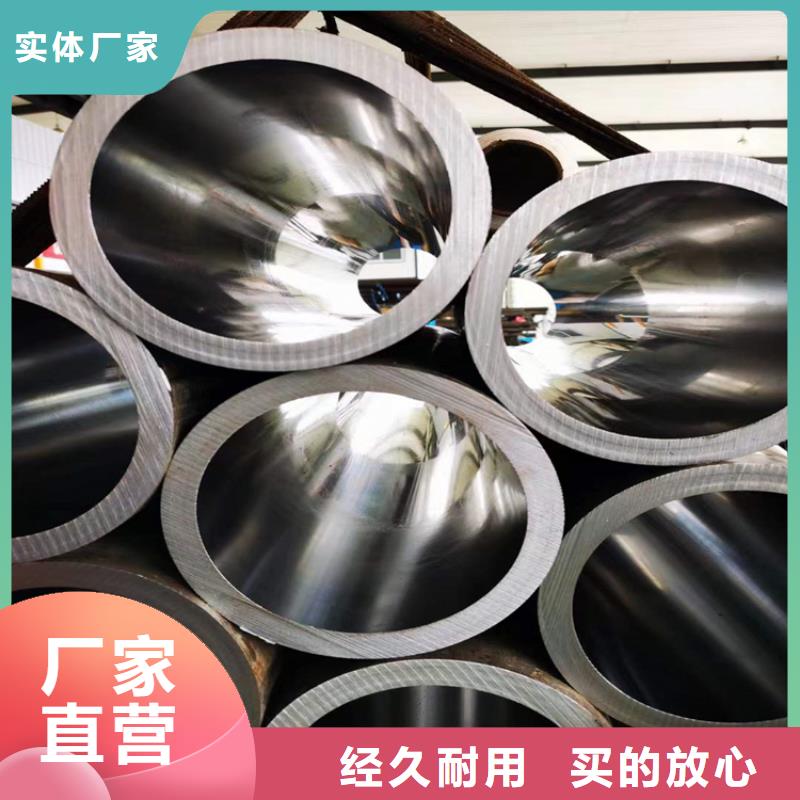
珩磨管这一网站产品和关键词,其在表面粗糙度上,一般来讲,是为Ra0.4,而且,这也是必须要达到的,是其基本要求。如果,想要得到提高的话,那么,可以用细砂纸打磨,或是使用镜面加工设备,使其进行镜面加工,从而,来达到目的。上述这些问题都是关于珩磨管的,给出具体答案好让大家通过学习,来清楚明白,有正确认识,这样,也可以避免出错,进而,在产品的使用及利用上,其使用效果。珩磨管,就是经过绗磨加工的无缝钢管。珩磨是一种机械加工工艺,通过珩磨头对冷拔管内孔进行往复高速磨加工工艺加工,使内孔达到我们所需要的公差尺寸及表面粗糙度要求。根据客户要求珩磨加工,能达到公差范围(如H7,H8,H9等),粗糙度能达到Ra0.4,椭圆度达到3~5丝范围内,长度长能到8m。



安达液压机械有限公司生产 福建泉州液压油缸管,规格齐全、现货销售、价格优惠,提供优质服务,欢迎客户前来咨询洽谈。

福建泉州企业旺旺珩磨管绗磨管油缸管滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。珩磨管所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。油缸专用绗磨管生产加工工艺我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可! 绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。

